Double seam
Canning process
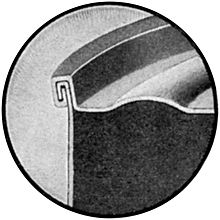
A double seam is a canning process for sealing a tin can by mechanically interlocking the can body and a can end (or lid).
Originally, the can end was soldered or welded onto the can body after the can was filled.[1] However, this introduced a variety of issues, such as foreign contaminants (including lead and other harmful heavy metals). The double seam was later developed as a cheaper and safer alternative and quickly replaced the welded seam.
The double seam is made using a double seamer, which can have just one or a number of heads or seaming stations. The double seam is formed by mechanically interlocking five layers of material together: three layers of the can end and two layers of the can body. Each seaming head typically consists of two rolls, a first operation roll and second operation roll, and a chuck. Some seaming machines have two first operation rolls and two second operation rolls and a few machines use a method called "rail seaming" which requires no rolls. During the seaming operation, the can end is lowered on to the filled can body and held down by the chuck, which acts as an anvil to the seaming operation. The first operation roll then engages the can end against the can body thereby folding the end curl around the flange of the body. In some seaming machines, this is done as the can is turning at high speed. In other seaming machines, the can is stationary and the first operation roll (or rolls) spins around several times to ensure a complete first operation. After the first operation is complete, the first operation roll disengages from the can and the second operation roll then engages the can. The purpose of the second operation is to iron out the double seam into its final shape and remove the voids between the layers of can and end material. In practice, ironing out all of the can and end material in a double seam without leaving some voids is impossible without the use of a sealing compound.
Defects

The production of a high-quality double seam is dependent on several factors, including conformity to the set can and end specifications, the quality of the seamer tooling used and its compliance with the can and end being used, the condition of the seaming machine and the setup of the seaming rolls, lifter pressure and other components. When the machinery is set up correctly and the incoming materials (cans, ends, tooling, etc.) comply to the set specifications, the result should be[2] ideal first and second operation seams.
A problem in any one of these factors and others can contribute to seam defects that have an adverse effect on the ability of the can to withstand foreign contamination and keep the product from leaking or reduce its shelf life. Below is a list that can be used as a reference.[3]
- Cover droop - A droop is a smooth projection of a double seam below the bottom of a normal seam. The droop may occur at any point of the double seam.
- Cover Vee - "Vees" or "lips" are projections of the double seam below the bottom of a normal seam that resemble a "V" shape. There is usually no overlap of the cover hook with the body hook and these defects usually occur in small areas of the seam.
- Cut Over - A "cut-over" is a seam defect where the top of the inside portion of the seam has become sharp enough to fracture the metal. As in the definition of "sharp seam", this condition usually occurs at the side seam juncture of a three piece container.
- Dead Head - A deadhead or spinner (also referred to as slips or skids) is an incomplete seam caused by the chuck spinning in the countersink during the seaming operation.
- False Seam - A "false seam" is a seam or portion of the seam which is completely unhooked, and in which the folded cover hook is compressed against the folded body hook. A false seam is not always detectable in an external examination.
- Knocked Down Flange - A knocked down flange is a critical seam defect and it occurs when the cover and body hooks do not interlock due to a bent can flange before double seaming.
- Long Body Hook - A long body hook is a condition where the body hook approaches or exceeds the maximum recommended specification.
- Long Cover Hook - A long cover hook is a condition where the cover hook length approaches or exceeds the recommended guidelines.
- Loose First Operation Seam - Loose first operation seams may not allow sufficient tuck up of the cover curl to form a sufficient amount of cover hook and overlap in the finished seam.
- Pleats, Puckers and Spurs - A pleat is a fold in the cover hook that extends from the cut edge downward toward the cover hook radius and sometimes below this radius in a sharp vee or spur shape. A pucker is a condition which is intermediate between a reverse wrinkle and a pleat, where the cover hook at the cut edge is locally distorted downward without actually folding. A spur is a localized irregularity characterized by a sharp protrusion at the bottom of the double seam. It is usually accompanied by a pleat or vee in the cover hook.
- Seam bump - Seam bumps are a relatively short area of the double seam, where the seam thickness suddenly increases by 0.004" (0.1 mm) or more. They are predominantly found on welded and two-piece cans with long body hooks and are usually seen on the can filler's end when hot filled products exceed 185 degrees (Fahrenheit). The cover hook radius may be pulled away from the body wall.
- Sharp seam - A sharp seam is a condition where the seam has a sharp edge and / or radius on the upper inside edge of the countersink wall. Sharpness is a conditional defect and must be evaluated by degree (slight vs sharp). A slight condition must be carefully watched and corrected as soon as possible. Left unchecked, this defect can cause cut overs.
- Short Body Hook - A short body hook is a condition where the body hook does not meet the minimum required specification.
- Short Cover Hook - A short cover hook is a condition where the cover hook does not meet the minimum recommended specification.
- Sprung seam - A sprung seam is a condition where the seam is pulled away from the body wall. In extreme cases, the seam is pulled away from the body wall all the way around the can.
- Tight First Operation Seam - Tight first operation seams can create flatness at the bottom of the first operation seam throughout its length. The cover hook may also be turned into the body hook. Overly tight first operation seams tend to create more reverse wrinkles in the cover hook.
Government regulations
In the United States, the production and quality of double seams is regulated by the US Department of Health and Human Services - Food and Drug Administration (FDA) and the Department of Agriculture (USDA). The plant's responsibility towards the government depends on the product being canned. The FDA regulates all components of canning low acid canned foods, including handling of empty containers, glass, metal and plastic containers. FDA regulations require that at least one double seam can per seamer must be visually inspected every 30 minutes. Additionally one can per line must be cut open and inspected with a micrometer or a seam scope, which projects a magnified image of the seam, at least every four hours.[4] The USDA regulates canning of animal products.[5] Additionally, X-rays may be used to inspect the seam as part of the visual inspection
References
- ^ "Complete History of the Can". Can Manufacturers Institute. Retrieved 10 October 2012.
- ^ "Ideal First & Second Operation of Double Seam" (PDF). Shoreline Packaging and Processing Machinery. Archived (PDF) from the original on 2020-11-28.
- ^ "Double Seam Defects". ShoreLine PPM. Retrieved 11 October 2012.
- ^ "US FDA - Guide to Inspections of Low Acid Canned Food Manufacturers: Part 3". US Food and Drug Administration. Retrieved 17 October 2012.
- ^ "USDA - 9 CFR 381.301 - Containers and Closures" (PDF). US Department of Agriculture. Retrieved 17 October 2012.
Further reading
- Yam, K. L., "Encyclopedia of Packaging Technology", John Wiley & Sons, 2009, ISBN 978-0-470-08704-6
External links
- 1956 American Can Co Video: "The Miracle of the Can" (start=23m49s) - video explanation of double seam construction.
- Double Seam measurement and Overlap Calculator.
- v
- t
- e
Packaging
topics
- Active packaging
- Child-resistant packaging
- Contract packager
- Edible packaging
- Modified atmosphere/modified humidity packaging
- Overpackaging
- Package delivery
- Package pilferage
- Package testing
- Package theft
- Packaging engineering
- Resealable packaging
- Reusable packaging
- Reuse of bottles
- Shelf life
- Shelf-ready packaging
- Shelf-stable
- Sustainable packaging
- Tamper-evident
- Tamper resistance
- Wrap rage
packages
- Alternative wine closure
- Ammunition box
- Banana box
- Beer bottle
- Box wine
- Case-ready meat
- Coffee bag
- Cosmetic packaging
- Currency packaging
- Disposable food packaging
- Drink can
- Egg carton
- Evidence packaging
- Field ration
- Flour sack
- Foam food container
- Food packaging
- Fuel container
- Gas cylinder
- Glass milk bottle
- Growler
- Juicebox
- Low plastic water bottle
- Luxury packaging
- Milk bag
- Optical disc packaging
- Oyster pail
- Popcorn bag
- Pharmaceutical packaging
- Plastic milk container
- Purdue Improved Crop Storage bags
- Sand bag
- Seasonal packaging
- Self-heating food packaging
- Screw cap (wine)
- Single-serve coffee container
- Toothpaste pump dispenser
- Water bottle
- Wine bottle
- Aerosol spray
- Aluminium bottle
- Aluminum can
- Ampoule
- Antistatic bag
- Bag-in-box
- Bag
- Barrel
- Biodegradable bag
- Blister pack
- Boil-in-bag
- Bottle
- Box
- Bulk box
- Cage
- Case
- Carboy
- Carton
- Chub
- Clamshell
- Corrugated box design
- Crate
- Disposable cup
- Drum
- Endcap
- Envelope
- Euro container
- Flexible intermediate bulk container
- Flexi-bag
- Folding carton
- Glass bottle
- Gunny sack
- Inhaler
- Insulated shipping container
- Intermediate bulk container
- Jar
- Jerrycan
- Jug
- Keg
- Mesh bag
- Multilayered packaging
- Multi-pack
- Packet (container)
- Padded envelope
- Pail
- Paper bag
- Paper sack
- Plastic bag
- Plastic bottle
- Retort pouch
- Salvage drum
- Sachet
- Security bag
- Shipping container
- Shipping tube
- Skin pack
- Spray bottle
- Squround
- Stand-up pouch
- Steel and tin cans
- Tetra Brik
- Thermal bag
- Tub (container)
- Tube
- Unit load
- Vial
- Wooden box
and
components
- Adhesive
- Aluminium foil
- Bail handle
- Bioplastic
- Biodegradable plastic
- BoPET
- Bubble wrap
- Bung
- Cellophane
- Closure
- Coated paper
- Coating
- Coextrusion
- Corrugated fiberboard
- Corrugated plastic
- Cushioning
- Desiccant
- Double seam
- Flip-top
- Foam peanut
- Gel pack
- Glass
- Hot-melt adhesive
- Humidity indicator card
- Kraft paper
- Label
- Lid
- Linear low-density polyethylene
- Liquid packaging board
- Living hinge
- Low-density polyethylene
- Meat diaper
- Metallised film
- Modified atmosphere
- Molded pulp
- Nonwoven fabric
- Overwrap
- Oxygen scavenger
- Package handle
- Packaging gas
- Pallet
- Paper
- Paper pallet
- Paperboard
- Plastic-coated paper
- Plastic film
- Plastic pallet
- Plastic wrap
- Polyester
- Polyethylene
- Polypropylene
- Pressure-sensitive tape
- Pump dispenser
- Screw cap
- Screw cap (wine)
- Security printing
- Security tape
- Shock detector
- Shock and vibration data logger
- Shrink wrap
- Slip sheet
- Staple (fastener)
- Strapping
- Stretch wrap
- Susceptor
- Tamper-evident band
- Tear tape
- Temperature data logger
- Time temperature indicator
- Tinplate
- Velostat
- Aseptic processing
- Authentication
- Automatic identification and data capture
- Blow fill seal
- Blow molding
- Calendering
- Canning
- Coating
- Containerization
- Converting
- Corona treatment
- Curtain coating
- Die cutting
- Die forming (plastics)
- Electronic article surveillance
- Extrusion
- Extrusion coating
- Flame treatment
- Glass production
- Graphic design
- Hazard analysis and critical control points
- Hermetic seal
- Induction sealing
- Injection moulding
- Lamination
- Laser cutting
- Molding
- Package tracking
- Papermaking
- Plastic extrusion
- Plastic welding
- Printing
- Product development
- Production control
- Quality assurance
- Radio-frequency identification
- Roll slitting
- Shearing (manufacturing)
- Thermoforming
- Track and trace
- Ultrasonic welding
- Vacuum forming
- Vacuum packaging
- Verification and validation
- Barcode printer
- Barcode reader
- Bottling line
- Calender
- Can seamer
- Cap torque tester
- Cartoning machine
- Case sealer
- Check weigher
- Conveyor system
- Drum pump
- Extended core stretch wrapper
- Filler
- Heat gun
- Heat sealer
- Industrial robot
- Injection molding machine
- Label printer applicator
- Lineshaft roller conveyor
- Logistics automation
- Material-handling equipment
- Mechanical brake stretch wrapper
- Multihead weigher
- Orbital stretch wrapper
- Packaging machinery
- Pallet inverter
- Palletizer
- Rotary wheel blow molding systems
- Seed-counting machine
- Shrink tunnel
- Staple gun
- Tape dispenser
- Turntable stretch wrapper
- Vertical form fill sealing machine
post-use
- Biodegradation
- Closed-loop box reuse
- Environmental engineering
- Glass recycling
- Industrial ecology
- Life-cycle assessment
- Litter
- Packaging waste
- Paper recycling
- PET bottle recycling
- Plastic recycling
- Recycling
- Reusable packaging
- Reverse logistics
- Source reduction
- Sustainable packaging
- Waste management
 Category: Packaging
Category: Packaging









